
Curatio laseris superficiei technicae artis est quae densitate laseris trabes altae potentiae utitur ad superficiem materialem modo non-contactu calefaciendo et suam superficiem modificationem per effectivam refrigerationem ipsius superficiei materialis cognoscit.Iuvat ad emendandas proprietates superficiei materialis mechanicas et physicas, necnon resistentia, corrosio resistentia et lassitudine partium resistentia.Superioribus annis, curatio laseris superficiei technologiae sicut purgatio laser, laser extinctio, laser offensio, concussio laser confortans et laser furnum, necnon laser cladding, laser 3D impressio, laser electroplatandi et alia laser additamenta fabricandi technologias in ampla applicatione expectationum induxerat .

1. laser purgatio
Purgatio laser est nova superficiei purgatio technologiae celeriter explicans, qua summus industria utitur pulsus laseris trabes ad irradiandum superficiem operis, ut sordes, particulae vel superficies efficiens statim evanescere vel dilatare possint, ita ut purgationis processum obtineat. et purgatio.Laser purgatio maxime dividitur in aeruginem, remotionem, oleum remotionem, fucum remotionem, coating remotionem et alios processus;Praecipue adhibentur ad purgationem metalli, purgationem reliquiarum culturalium, purgatio architecturae, etc. Fundatur in eius functionibus comprehensivis, processus accurati et flexibilis, alta efficacia et industria salutaris, tutelae viridis environmental, nulla subiecta, intelligentia, bona purgatio qualitas; salus, late usus aliaeque notae et commoda, in variis campis industrialibus magis magisque popularis facta est.
Comparata cum traditis purgatio modi ut frictio mechanica purgatio, chemica corrosio purgatio, liquor solidus fortis ictum purgatio, summus frequentia ultrasonic purgatio, laser purgatio manifestas utilitates habet.
2. laser exstingui
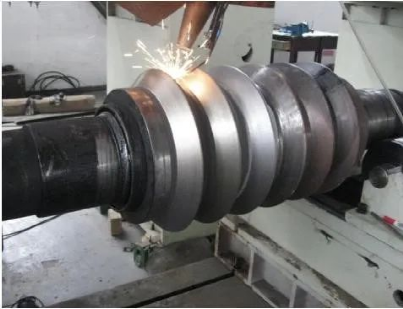
Laser exstinguens laser industria summo utitur sicut fons caloris ad superficiem metallicam calidam et frigidam cito.Processus exstinguiendi statim perficitur ad altam duritiem et ultra subtilitatem martensitem structuram obtinendam, duritiem meliorem et resistentiam superficiei metallicae induens, et accentus compressivus in superficie formare resistendi lassitudinem emendare potest.Core commoda huius processus comprehendunt parvam caloris affectatam zonam, parvam deformationem, excelsum automationis gradum, bonam flexibilitatem exstinguiendi selectivam, altam duritiem granorum probatissimorum, et tutelae environmental intelligentis.Verbi gratia, macula laser potest ad exstinguere omnem latitudinem positionis aptari;Secundo, caput laser et axis multi iunctio roboti designatam aream complexarum partium extinguere possunt.Exempli gratia: laser exstingui est valde calidus et velox, et vis parva et deformatio restinguendi sunt.Deformatio fabricae ante et post laser exstingui potest fere neglecta, ideo maxime apta est partium curationis summa cum cura requisita.
Nunc laser exstinguendi feliciter applicatum est ad superficiem confirmandam partium vulnerabilium in industria autocineti, industriae, ferrariae instrumentorum et machinae industriae formandae, praesertim in meliorando servitio partium vulnerabilium, sicut anni, superficies, duces, fauces et fingit.Characteres laseris exstinguiendi hoc modo sunt:
(1) Laser exstinguere est calefactio ieiunium et processus refrigerationis sui concitatus, qui non requirit fornacem caloris conservationem et refrigerationem exstinguendi.Est pollutio liberorum, viridium et environment-amica caloris processus curationis, et facile exstinguitur uniformis in superficie magnarum formae;
(2) Cum velocitas laseris calefactio celeris est, calor zona affectata parva est, et superficies calefactio exstinguiendi, hoc est, locus momentaneus calefactio exstinguiendi, deformatio tractati mori perexigua est;
(3) Ob angulum lateris laseris parvam divergentiam, bonum directivum habet, et accuratius localem superficiem fingens per levem systema rectorem extinguere potest;
(4) Stratum durum superficiem laseris exstingui plerumque fere 0.3—1.5 mm.
3. Laser annealing
Furnum laser est processus curationis calor qui laser utitur ad calefacere superficiem materialem, materiam caliditatis diutissime expone, et postea lente eam refrigerabit.Praecipuum huius processus propositum est accentus dimittere, ductilem ac spissitudinem materiae augere et microstructuram specialem producere.Proprium est facultatem matricis structuram accommodare, duritiem minuere, grana expolire et accentus internam eliminare.Nuper, laser annales technologiae novus processus in semiconductoris processus industriae etiam factus est, qui valde emendare potest integrationem circulorum integralium.
4. Laser inpulsa confirmatio
Laser offensus confirmandi technologiam novam et altam technologiam quae utitur plasma concussione undarum fortem laserarum generata ad meliorem lassitudinem anti, resistentiam et corrosionem resistentiam materiae metallicae gerunt.Multas utilitates praestantes habet, qualia sunt nulla caloris affectata zona, energiae altae efficientiae, rate ultra-altae contentiones, temperantiae validae et effectus mirabiliter confirmandi.Eodem tempore, laser concussus confirmans notas habet accentus compressivorum residua profundioris, melioris microstructure et superficiei integritatis, melior scelerisque stabilitatis et vitae longioris.Annis haec technologia celeri progressionem consecuta est et magnum munus habet in aerospace, nationali, defensione et industria militari et aliis campis.Praeterea, litura maxime ad tuendam fabricam ab laser ardet et effusio energiae laser augendae.In praesens, in usu communium materiae efficiens nigrae sunt fuci et aluminii claua.
Laser peening (LP), etiam quae concussio laser peening (LSP), nota est processus in campo superficiei machinalis applicatus, hoc est, usus radiorum pulsantium summus potentiae laseris radios ad residuas passiones generandas in materia ad resistendum meliorandum. (ut resistentia et lassitudine resistentia utuntur) superficierum materialium, vel ad vires tenuium sectionum materiarum meliorem ad duritiem materiae superficiem augendam.
Dissimiles maxime materiales applicationes processus, LSP potentia laseris non utitur ad curationem caloris ad effectum desideratum consequendum, sed trabis impulsum utitur ad processui mechanicam.Princeps potentiae laseris trabes ad collisionem superficiei scopo workpiece adhibetur, cum magna potentia brevi pulsus est.
Levis trabes in fabricam metallicam impacta, workpiece in tenuem statum plasmatis statim evanescit, et concussionem pressionis ad fabricam applicat.Interdum tenuis lavacrum opacae materiae clasturae adiungitur fabricae ad reparationem metalli evaporationis.Ad pressurizandas, aliae materiae clasturae perspicuae vel impedimenti inertiae stratae adhibentur ut plasma capere (plerumque aqua).
Plasma impulsum fluctum effectum producit, superficiem microstructuram fabricae ad punctum impulsum reformat, et postea catenam reactionem metalli expansionis et compressionis generat.Accentus compressivus profundus ab hac reactione generatus potest vitam componentis extendere.
5. Laser tinguens
Laser offensio nova technologiae superficiei modificatio, quae adhiberi potest ad praeparandum amorphos nanocrystallinos firmandos, cermetes compositos in superficie partium structurarum secundum varias condiciones muneris materiae aviationis et proprietates altae energiae densitatis laseris, calefactionis et condensationis rate, sic. ut finem obtineat modificationem materiae superficiei aviae.Comparatus cum technologia laser mixtura, technologia laser cladding proprietates habet parvae dilutionis ratio subiectae ad piscinam fusilem, parvam zonam caloris affectam, parvam scelestam deformationem operis operis et parvae exigui operis partem post laser cladding curatio.Clades laser signanter proprietates superficierum materiarum emendare et materias attritas reparare potest.Notas habet altae efficientiae, celeritatis velocitatis, viridis tutelae environmental et pollutionis liberae, et bonae operationis in workpiece post curationem.
 6. Laser cladding
6. Laser cladding
Laser cladding technologia quoque una est ex nova superficiei modificationis technologiae quae evolutionem directionem et gradum machinationis superficiei repraesentans.Laser technologia cladding facta est investigatio hotspot in superficie modificationis admixtionum titanii ob commoda pollutionis liberae et metallicae compositionis inter tunicam et subiectam.Laser classing ceramicam efficiens vel ceramicam particulam firmatam tunicam compositam est efficax modus ad meliorandum superficiem indumenti resistendi stannum titanii.Secundum condiciones operationes ipsas, congruentem systema materialem elige, et technologiam laser technologiam optimos processus requisita consequi potest.Laser classurae technologiae varias partes defecit, ut scapulas aeroengines reparare potest.
Differentia inter superficiem laseris et superficies laseris laedentem est quod superficies laser offensionis est elementa mixturae addita plene miscere et stratum superficiei subiecti in statu liquido ad pannum mixtum efformare;Laser superficies classura est omnem praeconium et microform superficiem substratam dissolvere, ut stratum cladding et materia subiecta metallurgicam compositionem formant et compositionem stratis cladding plerumque immutatam servent.Laser offensionis et technologiae laseris cladentium maxime adhibentur ad meliorem superficiem induendam resistentiam, resistentiam corrosionis et resistentiam gradatim admixtionum titanii.
Nunc, technologia laser clading in reparatione et modificatione superficierum metallicarum late adhibita est.Quamquam laser traditus cladding habet utilitates et proprietates processus flexibilis, reparatione speciali informata, additiva usuario definita, etc., eius laboris efficientia humilis est, et tamen non potest occurrere exigentiis magnae celeris productionis et processus in quidam productio agrorum.Ut necessitatibus gignendi massae occurrerent et efficaciam cladding emendarent, summus celeritas technologiae laser cladding fiebat.
Maximum celeritatem laser cladding technologiam cognoscere potest pacti et defectus accumsan cladding liberae.Qualitas superficiei stratis cladding est compactus, metallurgica compago cum subiecta, nullis aperta defectibus, et superficies levis est.Non solum in corpore revolvente processus fieri potest, sed etiam in superficie plana et universa.Per continuam optimizationem technicam, haec technologia late adhiberi potest in calculis, metallis, tabulatis remotis, chartis factis, auxiliis civilibus, autocinetis, navibus, petroleum, aerospace industriarum, ac viridis processus remanufactus factus, qui technologiam electroplatandi traditam reponere potest.
7. Laser sculpturam
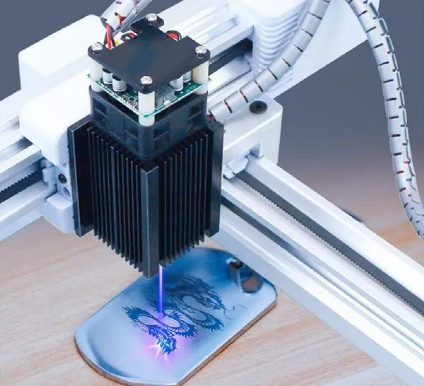
Insculptio laser est processus processus laseris qui CNC technologia utitur ad summum energiae laseris trabem in superficiem materialem proiiciat, et effectus scelerisque a laser generatus utitur ad manifesta exemplaria in materia superficiei producenda.Physica denaturatio liquefaciendi et gasificationis materiarum processus sub irradiatione laseris insculpendi potest efficere laser sculpturae ad fines processus consequendos.Insculptio laser est laser uti in obiecto verba insculpere.Verba hac technologia insculpta nullas habent notas, objecti superficies plana est et plana, et manus non attrita.Eius lineamenta et commoda complectitur: tuta et certa;Perspicuum et exquisitum, subtilitas 0.02mm attingere potest;Serva tutelam environmental et materias in processu;High speed, high speed sculping according to the output drawings;Sumptus humilis, non limitatus per quantitatem dispensando, etc.
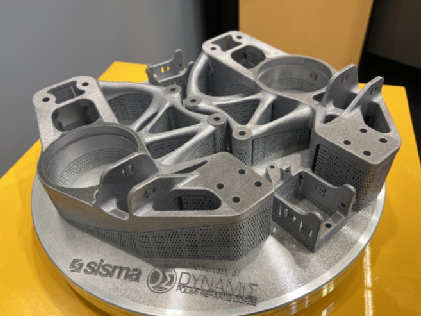
8. Laser 3D excudendi
Processus laser technologiae cladding adhibet, quo laser utitur ad irradiandum pulveris fluxum a COLLUM transportatum ad substantiam simplicem vel mixturam pulveris directe liquefaciendam.Post laseris folia, liquidum stannum celeriter solidatur, ut stannum celerius prototypum percipiat.Nunc late adhibita est in exemplaribus industrialibus, machinationibus fabricandis, aerospace, militari, architectura, pellicula et televisifica, instrumentis domesticis, industria, medicina, archaeologia, cultura et arte, sculptura, ornamento et aliis agris.
9. Typical applicationes industriales curationis superficiei laseris et remanufacturing
In praesenti tractatione laser superficies et technologiae fabricandi additivae, processus et apparatus late in metallurgia, machinis fodiendis, formis, petrolei potestate, ferramentis ferrariis, transitus ferriviariis, aerospace, machinationibus aliisque industriis utuntur.
10. Application laseris electroplating technology
Electroplatandi laser est nova technologiae energiae altae technologiae electroplantis, quae magnae significationis est ad fabricandas et reparandas machinas microelectronicas et ambitus magnas integrales.Nunc, quamvis principium laseris electroplating, laseris ablationem, plasma depositio laseris et jet laser adhuc sub investigationibus technologiae eorum adhibitae sunt.Cum continuus laser vel pulsus laser cathodae superficiem in balneum electroplantis irradiat, non solum depositio rate metalli multum emendari potest, sed etiam computatrale adhiberi potest ut trajectoriam trabis laseris ad obtinendam obtentu tunicam obtineat. expectatur universa geometria.
Applicatio laseris in praxi electroplating maxime fundatur in duobus sequentibus notis:
(1) Celeritas in area irradiationis laser est multo altior quam celeritas electroplatantis in corpore (circiter 103 tempore);
(2) Facultas laseris moderatio fortis est, quae necessariam partem materiae metalli quantitatem debitam praecipitare potest.Electroplatationis ordinariae locum habet in toto subiecto electronico, et celeritas electroplatandi tarda est, ut difficile est formare multiplices et subtilia exemplaria.Laser electroplatandi laser trabem ad micrometri magnitudinem aptare potest, et in micrometri magnitudine obtentu ducens.Nam ambitus designatio, ambitus reparationis et loci depositionis in componentibus microelectronicis connexis, hoc genus summae celeritatis destinata magis ac magis in usu est.
Cum ordinariis electroplatationibus comparata, eius commoda sunt:
(1) Celeritas depositio celeritatis, ut laser auri lamina usque ad 1 μ M/s, lamina aenea laser usque ad 10 µ M/s, bractea laser gagates auri usque ad 12 μ M/s, laser jet lamina aenea usque ad 50 μ m/s;
(2) Depositio metallica tantum occurrit in area laser irradiationis, et loci depositio efficiens sine mensuras protegens obtineri potest, ita processus productionis simplicior;
(3) Litura adhaesio valde emendatur;
(4) Facile cognosci potest automatic imperium;
(5) Serva pretiosa metalla;
(VI) Servare tempus iaculis ac processus.
Cum continuus laseris vel impulsus laseris cathodae superficiem in balneum electroplantis irradiat, non solum depositio rate metalli multum emendari potest, sed etiam computatorium motus tramitem trabis laseris temperare potest, ut obtentu litura cum complexu exspectato obtineatur. geometriam.Nova technologia hodiernae laseris gagates aucta electroplatandi laser technologiam electroplantis auctam componit cum solutione electroplating spargit, ut solutionem laser et plating simul ad superficiem cathodae mitterent, et massa translationis celeritas multo celerius quam massa translationis celeritatem de Micro agitatione per laser irradiationem causata, sic ad celeritatem depositionis altissimam assequendum.

Future evolutionis et innovationis
In futurum, progressio curationis superficiei laseris et instrumentorum fabricationum additivorum modo compendiari potest:
·Maxima efficientia - princeps efficientiae processus, occurrens celeris methodus productionis recentioris industriae;
·Optimus exsecutio — instrumentum varias habet functiones, stabiles effectus et diversis condicionibus operandi aptus;
Excelsa intelligentia - gradus intelligentiae constanter est melior, cum minori interventu manuali;
· Sumptus humilis - armorum sumptus moderabilis est, et sumptus consumabilium reducitur;
Customization - personalized customization of equipment, precise after-vendition service;
·Et componens – laser technicas coniungens cum processui maiorum technicae artis.
Post tempus: Sep-17-2022